Im Slicer unter Drucker Einstellung Benutzerdefiniert gcode
;#Start Gcode SuperSlicer
print_start EXTRUDER_TEMP={first_layer_temperature} BED_TEMP={first_layer_bed_temperature}
;#Auto Load HeightMap Filament Typ
BED_MESH_PROFILE LOAD=“{filament_type}“
;#Start Gcode Prusa Slicer
print_start EXTRUDER_TEMP=[first_layer_temperature] BED_TEMP=[first_layer_bed_temperature]
;#Auto Load HeightMap Filament Typ
BED_MESH_PROFILE LOAD=“[filament_type]“
Im Super Slicer unter Filament – Filament Eigenschaften Filament Typ zuordnen
Im Prusa Slicer unter Erweitert – Filament Eigenschaften Filament Typ zuordnen
Im Klipper unter HeightMap das dafür entsprechende Leveling machen und nach dem Filament Typ benennen und speichern
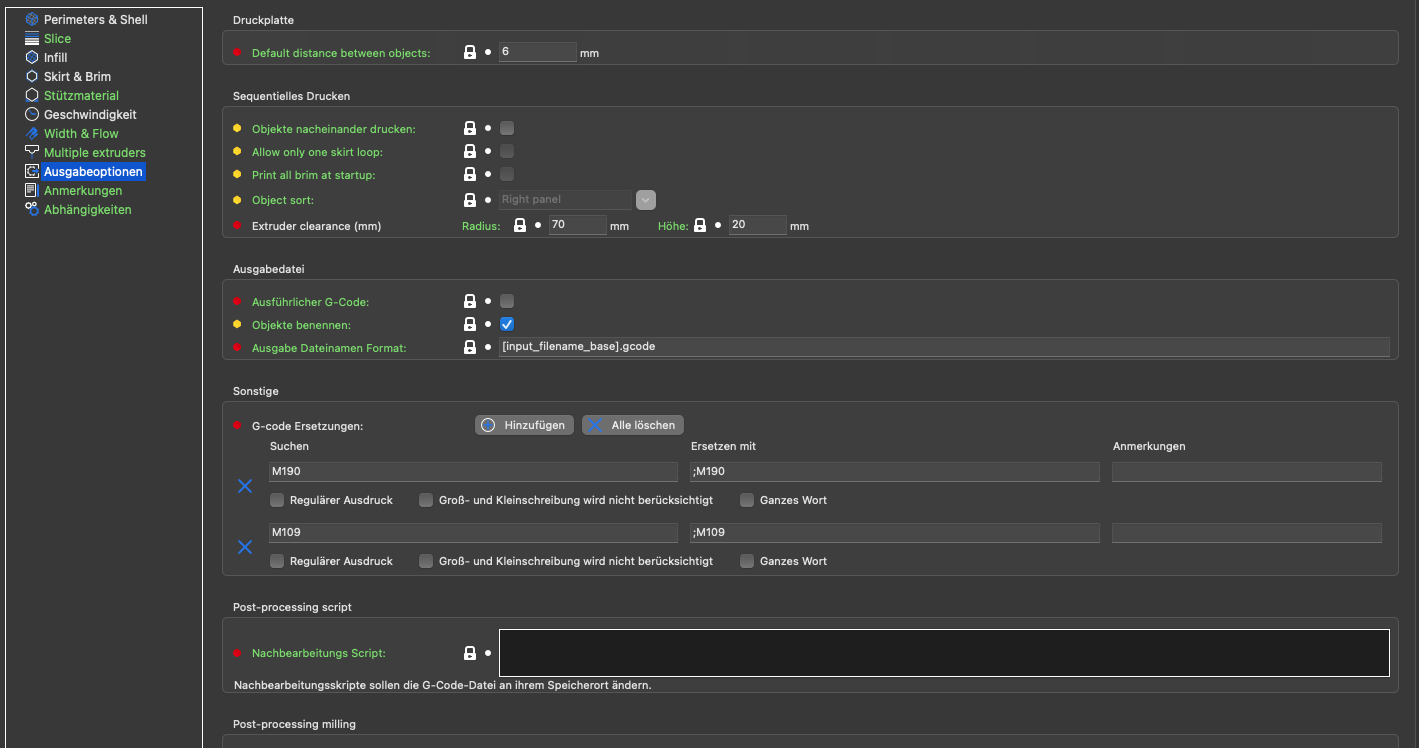
Super /Prusa Slicer unter Ausgabe Option noch die 2 Werte anpassen (Sonstige)
# ————————— Start Print PLA —————————-
[gcode_macro PRINT_START]
gcode:
G28 F1500
NEOPIXEL_DISPLAY LED=Led TYPE=extruder_temp MODE=glow
SET_VELOCITY_LIMIT ACCEL_TO_DECEL=2500
SET_VELOCITY_LIMIT ACCEL=2500
{% set Betttemperatur = params.BED_TEMP|float %}
{% set Extrudertemperatur = params.EXTRUDER_TEMP|float %}
M117 Heating…
M190 S{Betttemperatur}
M109 S{Extrudertemperatur}
G92 E0
G1 E-1 F1800
PROBE_RESET
G1 F300 E-0.5
G1 X180 Y0 Z0.35 F5000
G1 F800 E13
G1 X20 E25 F1000
# Reset Extruder
G92 E0
# Move Z Axis up
G1 Z2.0 F3000
# Print message on LCD
M117 Start Gcode wird geladen!
M117 Abgleich DMS !
# Reset Probe
PROBE_RESET
M117
M117 Druck beginn !
# ——————————————————————–
# —————————- End Print —————————–
[gcode_macro PRINT_END]
variable_machine_depth: 235
gcode:
# Turn off bed, extruder, and fan
M140 S0
M104 S0
M106 S0
# Relative positionning
G91
# Retract and raise Z
G1 Z0.2 E-2 F2400
# Wipe out
G1 X5 Y5 F6000
# Raise Z more
G1 Z10 F6000
# Absolute positionning
G90
# Present print
G1 X0 Y210 F6000
G1 Z170 F6000
# Disable steppers
M84
# Print message on LCD
M117 Druck erfolgreich beendet!
SET_LED LED=Led RED=0 GREEN=0 BLUE=0 SYNC=0 TRANSMIT=1
# ——————————————————————–

dennis02121978 aktualisiert. This post has been viewed 1005 times